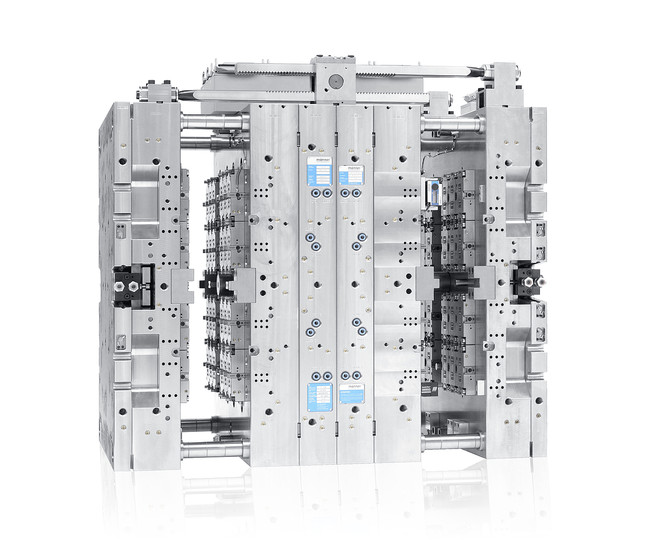
Molds For Large-Volume Production
männer high-precision molds are extremely durable, high-performance molds specifically designed for large-volume production of precision injection-molded parts.
We develop our high-precision molds with an eye on part-to-part consistency and reproducibility, which are essential to automated downstream processing of the injection-molded parts.
- Repetition accuracy
- Long life
- Optimized temperature control for short cycle times
- Easy maintenance with männer's "easy-change" system
- Thin-wall technology
Download Brochure High Precision Molds - System Solutions